

目录
快速导航-

专题策划:航空航天制造技术与装备 | 低压涡轮机匣加工工艺
专题策划:航空航天制造技术与装备 | 低压涡轮机匣加工工艺
-
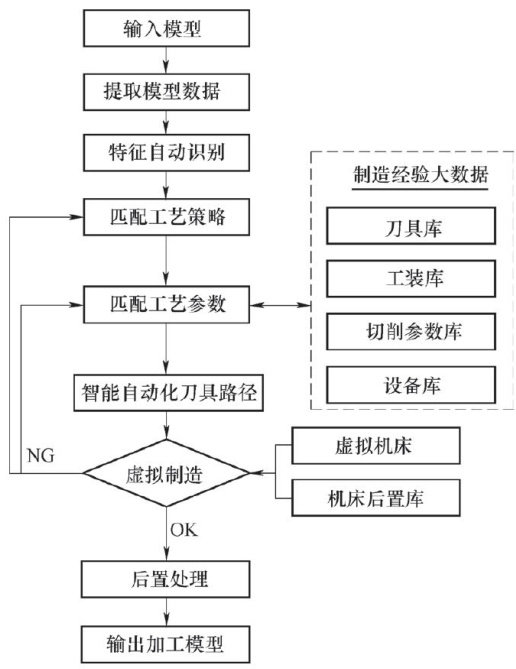
专题策划:航空航天制造技术与装备 | 基于特征的航空发动机机匣数控智能编程技术
专题策划:航空航天制造技术与装备 | 基于特征的航空发动机机匣数控智能编程技术
-

专题策划:航空航天制造技术与装备 | 航空发动机零件数控加工技术的应用现状与发展趋势
专题策划:航空航天制造技术与装备 | 航空发动机零件数控加工技术的应用现状与发展趋势
-

工艺方案 | 薄壁支架腰形深孔分层钻铣加工方案
工艺方案 | 薄壁支架腰形深孔分层钻铣加工方案
-
工艺方案 | 动车盘毂高精度位置度加工控制
工艺方案 | 动车盘毂高精度位置度加工控制
-
工艺方案 | 复杂壳体零件电火花高效加工方法
工艺方案 | 复杂壳体零件电火花高效加工方法
-
工艺方案 | 双列调心滚子轴承外圈滚道面加工工艺优化
工艺方案 | 双列调心滚子轴承外圈滚道面加工工艺优化
-
工艺方案 | 镗轴精磨时的变形分析及控制
工艺方案 | 镗轴精磨时的变形分析及控制
-
工艺方案 | 高精度薄壁零件加工变形解决方案
工艺方案 | 高精度薄壁零件加工变形解决方案
-
机床/附件/工装 | 高温合金薄壁环件车削变形控制方案
机床/附件/工装 | 高温合金薄壁环件车削变形控制方案
-
机床/附件/工装 | FANUC数控系统机床反向间隙的测量与补偿
机床/附件/工装 | FANUC数控系统机床反向间隙的测量与补偿
-
机床/附件/工装 | 曲轴圆角深滚压机床的设计
机床/附件/工装 | 曲轴圆角深滚压机床的设计
-
刀具 | 基于切削仿真的立装刀片粗铣刀盘设计
刀具 | 基于切削仿真的立装刀片粗铣刀盘设计
-
刀具 | 数控刀具应用禁忌案例分析
刀具 | 数控刀具应用禁忌案例分析
-
刀具 | 铣槽刀与镗刀刀柄组合加工微小环形槽工艺技术
刀具 | 铣槽刀与镗刀刀柄组合加工微小环形槽工艺技术
-
智能制造 | 铝合金焊缝自动化打磨技术
智能制造 | 铝合金焊缝自动化打磨技术
-
智能制造 | 基于ICAM的五轴机床跨象限问题的解决方法
智能制造 | 基于ICAM的五轴机床跨象限问题的解决方法
-
维修与改造 | 大规格无心剥皮机加工质量分析及五心同轴度调整方法
维修与改造 | 大规格无心剥皮机加工质量分析及五心同轴度调整方法
-
维修与改造 | 基于西门子828D数控系统实现刚性攻螺纹中断返回功能
维修与改造 | 基于西门子828D数控系统实现刚性攻螺纹中断返回功能
-
维修与改造 | 钣金件压筋加工方法改进与参数补偿机制
维修与改造 | 钣金件压筋加工方法改进与参数补偿机制
-
维修与改造 | 西门子触摸屏典型故障分析及解决办法
维修与改造 | 西门子触摸屏典型故障分析及解决办法
-
信息之窗 | 欢迎关注:金属加工在线
信息之窗 | 欢迎关注:金属加工在线
-
信息之窗 | 欢迎关注“机工刀具世界'微信公众号
信息之窗 | 欢迎关注“机工刀具世界'微信公众号
-
信息之窗 | 《金属加工 (冷加工)》 “工匠故事”栏目征稿
信息之窗 | 《金属加工 (冷加工)》 “工匠故事”栏目征稿
-
信息之窗 | 《金属加工(冷加工)》‘机床/附件/工装”栏目征稿
信息之窗 | 《金属加工(冷加工)》‘机床/附件/工装”栏目征稿
-
信息之窗 | 《金属加工(冷加工)》“刀具”栏目征稿
信息之窗 | 《金属加工(冷加工)》“刀具”栏目征稿


















 登录
登录